强旱机械(常州)有限公司


产品库
产品库

青海现代输送上料常见问题 常州强旱机械供应
- 价格面议
- 订货量1-100件
- 产品型号
- 原产地江苏省
- 品牌
- 产品数量1000
- 行业化工>输送设备>输送机
- 产品系列青海现代输送上料常见问题,输送上料

强旱机械(常州)有限公司
联系人:陈先生
手机:0130-93179063
电话:13093179063
邮箱:cq@qhjixie.com
地址:江苏常州市新北区常州市新北区信息大道6号3幢

产品描述
排除方法该机的常见故障及处理方法如下:1、常见故障:电动机不能起动或起动后就立即慢下来。故障原因分析:a线路故障;b电压下降;C接触器故障;d在。处理方法:检查线路;检查电压;检查过负荷电器;减少操作次数。2、常见故障:电动机发热;故障原因分析:由于超载、超长度或输送带受卡阻,使运行阻力增大,电动机超负荷运行;由于传动系统润滑条件不良,致使电动机功率增加;电动机风扇进风口或径向散热片中堆积粉尘,使散热条件恶化。处理方法:测电动机功率,找出超负荷运行原因,对症处理;各传动部位及时补充润滑;***粉尘。3、常见故障:满负荷时,液力偶合器不能传递额定力矩故障原因分析:液力偶合器油量不足。处理方法:加油(当双电机驱动时,必须用电流表测量两电动机。通过调查充油量使功率趋向一致。)5、常见故障:减速器过热故障原因分析:减速器中油量过多或太少;油使用时间过长;润滑条件恶化,使轴承损坏。处理方法:按规定量注油;清洗内部,及时换油修理或更换轴承、改善润滑条件。特点是安装简单、使用方便、维护保养便捷。青海现代输送上料常见问题
正压发送罐气力输送(密相)//产品概述正压浓相气力输送系统具有系统简洁,布置灵活,运行可靠,自动化程度高,系统省,输送灰气比高,流速低,维护工作量小和年运行费用低等特点。本系统包括进料装置、发送仓泵、管道、阀门、库顶除尘装置、库底气化装置、库底卸料装置、动力气源、程控装置等。运行阶段(工作原理与运行阶段)正压浓相流太化气力除灰系统是结合流太化和气固两相流技术研制的,发送器以边流化、边输送的方式输送物料,系统运行一般由五个阶段组成:阶段一:可靠的、**度的圆顶阀关闭发送器进料口阶段二:输送空气通过流化盘导入发送器,使干灰充分流太化阶段三:灰以连续浓相形式边流化边输送阶段四:施加的空气压力一直保持到干灰进入灰库阶段五:进入灰库的空气经布袋除尘器排出灰库整个运行过程采用全自动PLC,也可进行就地手动。青海现代输送上料常见问题无轴螺旋输送机适合输送机由粘性的和易缠绕的物料。
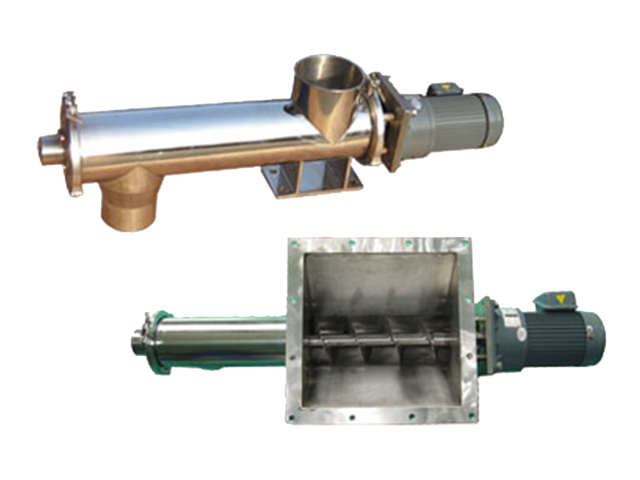
维护与保养1.上料机工作中,应注意观察储料仓的物料,如果储料仓的物料已满的情况下,上料机还继续供料,会使上料管出口堵死,损坏螺旋叶片,严重时会烧坏电机。(严禁上料管出口堵死的情况下上料机继续工作)2.上料机工作中,如果出现输送不畅,阻塞的现象,立即停止工作。打开卸料闸门,上料电机反转,排出阻塞在上料管的物料或杂物,清洗上料管。3.上料机工作中,上料管中出现异常声音,应立即停止,切断电源,将上料管平放,小心拉出螺旋杆,查看螺旋杆是否变形或偏心,若有应对其进行修复。4.储料仓有料且卸料闸门没打开的情况下,严禁上料机反转,否则会损坏螺旋叶片,甚至会烧坏电机。5.若用户无包装设备应配上我公司配套的包装设备,如不是我公司配套的包装设备,应在上料机的电机部分安装过电流保护器,防止过电流烧坏电机。6.上料机的清扫工作a.打开卸料闸门,上料机反转排出上料管残余物料,将上料管放置水平状态,旋开卡箍,取下螺旋**座,小心的拉出螺杆。b.冲洗螺旋以及擦拭上料管内壁和料箱内壁。c.在冲洗螺旋和上料管的过程中,切忌不要将水洒到电机和开关部分,以免启动时烧坏电机或导致漏电事情。d.按与a相反的顺序装上。
三、安全操作带式输送机带式输送机已成为整个生产环节中的重要设备之一。适应性强,阻力小、寿命长、维修方便、保护装置齐全是带式输送机***的特点。在带式输送机运行前,首先要确认带式输送机设备、人员、被输送物品均处于安全完好的状态;其次检查各运动部位正常无异物,检查所有电气线路是否正常,正常时才能将皮带输送机运行。***要检查供电电压与设备额定电压的差别不超过±5%。在带式输送机运行,必须进行以下操作1.合上总电源开关,检查设备电源是否正常送入且电源指示灯是否亮。正常后进行下一步操作。2.合上各回路的电源开关,检查是否正常。正常状态下为:设备不动作,皮带输送机运行指示灯不亮,变频器等设备的电源指示灯亮,变频器的显示面板显示正常(无故障代码显示)。3.按照工艺流程依次启动各电气设备,上一个电气设备启动正常后(电机或其他设备已达到正常速度、正常状态)再进行下一个电气设备的启动。在带式输送机运行中,必须遵守被输送物品设计中物品的规定,遵守带式输送机的设计能力。其次,要注意各类人员不得触及皮带输送机的运动部分,人员不得随意接触电气元件、按钮等。***,在带式输送机运行中不能对变频器后级断路。可弯曲螺旋输送机是挠性螺旋体作为运送构件,由电动机直接带动旋转(或经减速器减速后驱动)输送物料。

输送机支架焊条电弧焊的焊接方法1.引弧(1)划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定,(2)敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定。这种引弧方法不会使焊件表面划伤,又不受焊件表面大小、形状的限制,所以是在生产中主要采用的引弧方法。但操作不易掌握,需提高熟练程度。引弧时需注意如下事项:1)引弧处应无油污、水锈,以免产生气孔和夹渣。2)焊条在与焊件接触后提升速度要适当,太快难以引弧,太慢焊条和焊件粘在一起造成短路。2.运条运条是焊接过程中**重要的环节,它直接影响焊缝的外表成形和内在质量。电弧引燃后,一般情况下焊条有三个基本运动:朝熔池方向逐渐送进、沿焊接方向逐渐移动、横向摆动。焊条朝熔池方向逐渐送进---既是为了向熔池添加金属,也为了在焊条熔化后继续保持一定的电弧长度,因此焊条送进的速度应与焊条熔化的速度相同。否则,会发生断弧或粘在焊件上。焊条沿焊接方向移动---随着焊条的不断熔化,逐渐形成一条焊道。若焊条移动速度太慢。该螺旋输送机可以作直线输送,也可以弯曲输送,这种高度灵活性让使用者使用非常方便。青海现代输送上料常见问题
单台可弯曲螺旋输送机输送物料,垂直高度可达 10 米,水平距离可达 25 米。青海现代输送上料常见问题
1、结构紧凑,占用空间小,可以水平、垂直、弯曲布置。2、全封闭式输送,无粉尘溢漏,出口不必设置除尘器。在输送物料时可充装气体。3、物料沿着管子平滑输送,物料破损少,可比较大限度地保证物料完整性。4、输送能耗低,运行成本低,维护量少,使用寿命长。5、不会产生系统堵塞--适合输送多种形态的物料。6、可以带料重载启动。应用:石油化工、塑料:PP(聚丙烯)、PE-LLDPE-LDPE-HDPE(聚乙烯)、PC(聚碳酸酯)、PVC(聚氯乙烯)、PS(聚苯乙烯)、PA(聚酰胺)、PET(聚酯)、ABS(丙烯腈-丁二烯-苯乙烯共聚物)、PTA、CTA(精对苯二甲酸)、EVA(聚乙烯—醋酸乙烯)、MELAMINA(三聚氰胺)化学工业:碳酸钙、碳酸钠、氢氧化钠、白云石、二氧化钛、氧化锌、淀粉、高岭土、滑石、脂肪酸、稳定剂。 青海现代输送上料常见问题